


使用高氢化大豆油、樟树籽油和紫苏油通过Lipozyme TL IM酶法制备富含α-亚麻酸和中链脂肪酸的零反式塑性脂肪
 背景介绍
背景介绍
塑性脂肪,例如起酥油、人造黄油等的问世极大的满足了消费者对不同食品加工的需求,但是塑性脂肪通常是由氢化法制备的,此过程往往会有反式脂肪酸的生成。反式脂肪酸会给人体带来极大的损害,例如引发糖尿病、肥胖症以及心脑血管疾病等。由中链脂肪酸(MCFA)合成的甘油三酯,在人体肠道内可快速水解并减少积累,因此富含中链脂肪酸和零反式脂肪酸塑性脂肪制备的起酥油和人造黄油将具有理想的物理和营养特性。目前,酶促酯交换是生产此类塑性脂肪的替代方法。
研究方法
本研究是采用Lipozyme TL IM在65 ℃下将不同质量比(60∶40∶100、70∶30∶100、80∶20∶100)的高氢化大豆油(HSO)、樟树籽油(CCSO)和紫苏油(PO)混合催化8小时制备富含α-亚麻酸(ALA)的零反式脂肪酸塑性脂肪。反应后,分别测定酯交换产物和物理混合物的理化性质,包括脂肪酸组成、甘油三酯组成、固体脂肪含量、滑动熔点、生育酚含量以及固体脂肪的晶体结构。
结果与分析
1)甘油三酯的组成极为复杂,很难准确地确定塑性脂肪甘油三酯的种类,采用气液色谱分别测定了HSO、CCSO、PO、以及三者按照60:40:100质量比物理混合和酯交换产物的等效碳数(图1)。结果发现经过酯交换后产物等效碳数减少,说明反应生成了一定数量的中链甘油三酯,相比于物理混合法,酶促酯交换法制备的塑性脂肪的LLL/POLn,PSP,PLL/LPL,SOO/OSO,LOO/OLO和POS含量有所增加。
2)通过核磁共振(NMR)测量固体脂肪含量(SFC)并根据AOCS测定滑动熔点(SMP),当温度升高到40 ℃时,酯交换产物的SFC显著降低,并且相比于物理混合SMP更低(图2)。这与酯交换后脂肪酸组成发生变化有关。
3)晶体结构是起酥油和人造黄油最重要的功能特性指标。固体脂肪常见的晶体结构有α、β、β’,其中α型脂肪热稳定性最差,熔点最低;β热稳定性最强,熔点最高;β’介于两者之间,具有中等熔点,可以赋予人造黄油良好的口感,并且不易起砂、颗粒感小。采用X射线衍射(XRD)对物理混合和酶促酯交换制备的塑性脂肪的晶体结构进行测定(图3)。结果显示,物理混合法制备的塑性脂肪在4.59Å(β)、3.87Å和3.79Å(β’)处有较强的短节距,而酶促酯交换产物在3.83Å和4.21Å(β’)处比在4.59Å(β)显示出更强的短节距。这是因为酶促酯交换反应过程中,甘油三酯中脂肪酸重新排布,新生成的甘油三酯对称性降低,从而导致β型晶体结构减少,β’型晶体结构明显增加,进而增加了塑性脂肪的适口性。
4)HSO:CCSO:PO质量比为70:30:100时生物酯交换产物与物理混合物的晶体结构明显不同。显微镜观察到物理混合物为球状晶体(图4(A)),而在酯交换产物中观察到更微小晶体(图4(B))。这表明酯交换产物含有较高水平的β’形式,这也能更好的满足制备人造黄油的原料要求。
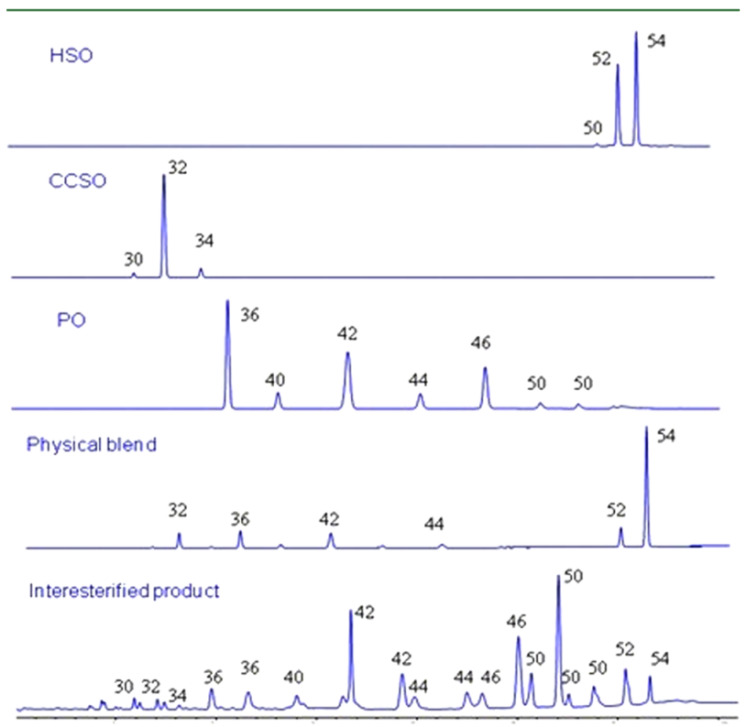
图1 最高点为HSO、CCSO、PO、以及三者按照60:40:100质量比物理混合和酯交换反应后产物的等效碳数
(注:L表示亚油酸;P表示棕榈酸;O表示油酸;Ln表示亚麻酸;S表示硬脂酸)

图2 HSO、CCSO、PO不同质量比(60∶40∶100、70∶30∶100、80∶20∶100)时分别采用物理混合法和酶促酯交换法制备塑性脂肪的固体脂肪含量
A:物理混合,质量比为60∶40∶100;B:物理混合,质量比为70∶30∶100
C:物理混合,质量比为80∶20∶100;A’:酶促酯交换,质量比为60∶40∶100
B’:酶促酯交换,质量比为70∶30∶100;C’:酶促酯交换,质量比为80∶20∶100

图3 不同质量比物理混合法和酶促酯交换产物X射线衍射图
A:物理混合,质量比为80∶20∶100;B:物理混合,质量比为70∶30∶100
C:物理混合,质量比为80∶20∶100;A’:酶促酯交换,质量比为60∶40∶100
B’:酶促酯交换,质量比为70∶30∶100;C’:酶促酯交换,质量比为60∶40∶100
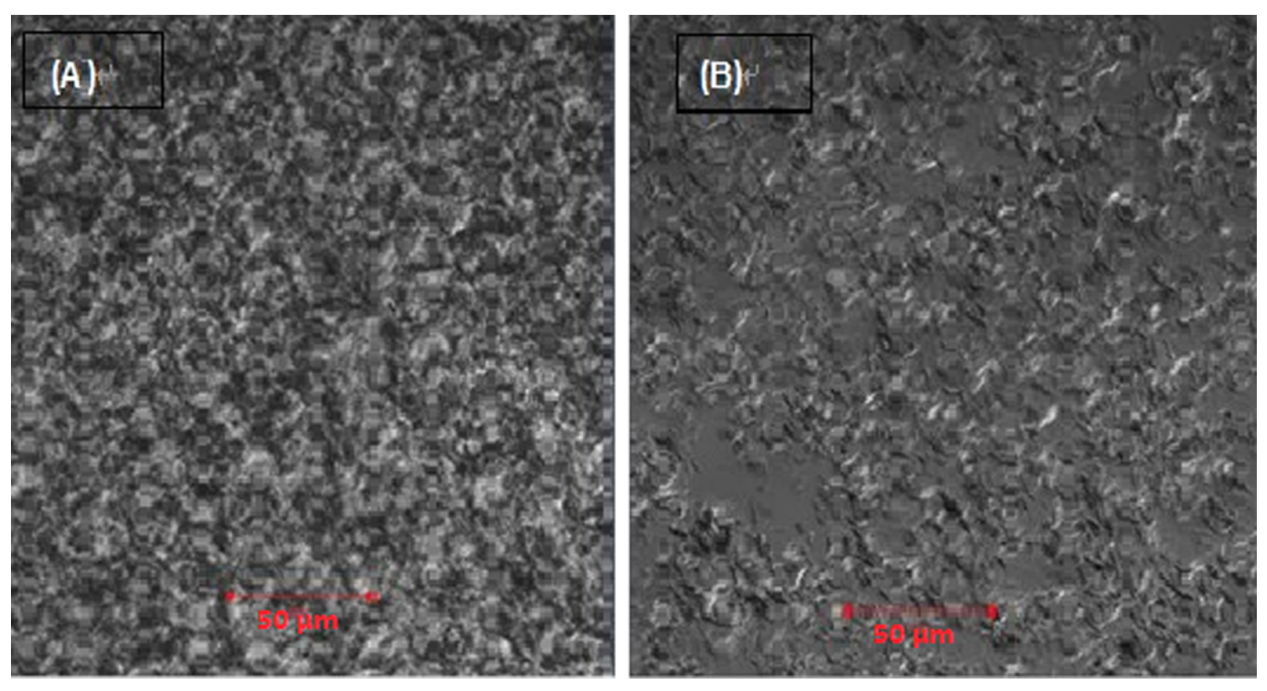
图4 HSO:CCSO:PO质量比为70:30:100的物理共混物(A)和酯交换产物(B)的晶体结构
结论
本研究中,塑性脂肪是由HSO、CCSO和PO以60:40:100、70:30:100和80:20:100的不同质量比通过酶促酯交换法制备。产物含大约8.58-17.98%的MCFA和30%的ALA。另一方面,产物有理想的物理性质。结果表明,酯交换产物更适合制备人造黄油,而物理混合物更适合作为起酥油的原料。然而,昂贵的酶制剂成本仍然限制了它们在食品工业生产中的应用,因此如何提高酶的效率,降低加工成本将成为研究的重点。
原文链接:
https://pubs.acs.org/doi/10.1021/jf305086j
供稿人:
李薇
